














Send Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
1. RFID antenna manufacturing method
The antenna manufacturing technology mainly uses the coil winding method in the low frequency range. The general UHF and high frequency antenna manufacturing methods mainly include the etching method, electroplating method, and printing method.
1.1 Etching
First, a resist ink was printed on a metal foil-covered PET film to protect the antenna circuit pattern from being etched away during etching, followed by baking, etching, and cleaning to obtain the antenna pattern we needed.
The advantages of this method are: the process is mature, the yield of antenna production is very high, and the performance of the antenna is very consistent; the disadvantages are: the etching process is very slow, leading to slow production of the antenna; due to the use of subtractive process, it is Most of the copper foil is etched away, which results in a relatively high cost.
1.2 Printing method
The antenna pattern is printed on the PET substrate through the conductive silver paste, and then baked and cured to obtain the manufacturing process of the antenna. The advantages of this method are: high production speed, flexible production, and low volume production.
The disadvantages of this method are: 1 conductive silver paste is far less conductive than copper (about 1/20), the antenna conductor loss is relatively large, resulting in antenna efficiency is not as good as etching antenna; 2 conductive silver paste for PET base Material adhesion is not good, it is easy to fall off, resulting in low reliability of the antenna. 3 The recent surge in silver prices has led to a significant increase in the cost of conductive silver paste, weakening its cost advantage.
1.3 Plating
First, the antenna pattern is directly printed on the PET substrate by using a conductive silver paste (thickness is smaller than the printing method) or other plating seed layer, and then baked and then plated and thickened to obtain a finished antenna. The advantages of this method are: the production speed is fast, the loss of the antenna conductor is small, and the performance of the antenna is good. The disadvantage is that the initial equipment investment is large and it is only suitable for mass production.
1.4 Vacuum coating method
First, print the Masking on the PET substrate to print the reverse pattern of the RFID antenna, and then coat the aluminum layer or the copper layer with a vacuum coating method. Finally, the RFID antenna is formed through the De-masking process.
The advantages of this method are: high production speed and low cost; the disadvantage is that the deposited film is about 2 μm, which is much lower than the etching and plating of 18 μm. The performance of the antenna is between etching and printing. The equipment for vacuum coating is about 1 million US dollars, and the equipment investment is very large. Similar to electroplating method for mass production.
Some people also tried to print the platinum-containing ink onto a PET substrate to form an antenna pattern as a seed layer, and then electroless copper plating. Its advantage is that platinum-containing inks are cheaper than conductive inks. However, electroless copper plating is slower and deposits about a few microns thick.
In addition, there is also a wiring method for high-frequency antenna, that is, the enameled wire (about 0.25mm) passes through the ultrasonic head, and the ultrasonic head follows the design pattern; during the wiring process, the enameled wire is ultrasonically connected with the PVC substrate. The antenna performance of this method is very good and the reliability is also high, which means that the cost is more expensive than the etching method.
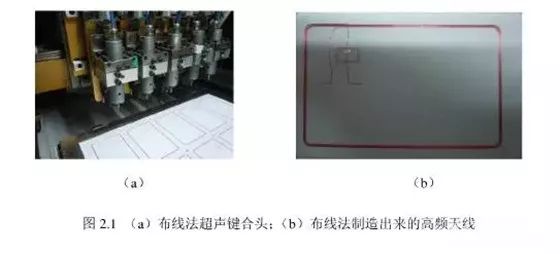
Fig. 1 (a) Wiring method ultrasonic bonding head; (b) High frequency antenna manufactured by wiring method
2. Die cutting technology introduction
Because the mainstream etching process is slow, wastes materials, and pollutes the environment, the cost of conductive silver paste for printing methods remains high, and the reliability of the antenna is not high; all this has led to the development of new low-cost, high-performance antenna manufacturing. method. Therefore, we have used die-cutting technology to process self-adhesive structural materials to produce RFID antennas.
2.1 Die Cutting Technology Principle
Die-cutting technology actually belongs to a cutting process. The self-adhesive material is placed on a die-cutting table of a die-cutting machine, and then a pressure is applied to the die-cutting-plate produced according to a pre-designed pattern, so that the blade-edge corresponds to the place. Forced fracture separation, so as to obtain the desired shape, as shown in Figure 2. Die-cutting of self-adhesive materials generally only cuts the face material and the adhesive layer, ie, half-cuts, leaving the silicone oil coating on the backing paper and its surface; finally, the die-cut label remains on the base paper.

2.2 Die-cutting materials
The RFID antenna is generally composed of a layer of aluminum or copper with a thickness of 18 μm and a release paper of 100 μm thick. The aluminum or copper layer is used as a functional layer to form the pattern shape of the RFID antenna on it; PET is used as a bearing layer of the antenna pattern and mainly plays a role of mechanical support. In addition, the dielectric constant and thickness of the PET substrate also influence The resonant frequency of the antenna. This kind of structure is very similar to the traditional adhesive structure, except that there is an additional layer of reinforcement in the middle of the adhesive; therefore, we use an antenna to form a self-adhesive structure. The material used for die-cutting has a three-layer structure: release paper with silicone oil or PET (approx. 100 μm), adhesive layer (approx. 20 μm), aluminum foil with reinforcement (approx. 35 μm), see figure:

Silicon oil is mainly used to facilitate the separation of waste materials. The reinforcement layer is mainly used to strengthen the aluminum foil and facilitate waste disposal.
2.3 Die cutting machine
The die-cutting machine mainly completes die cutting by controlling the pressure. Its working principle is the use of die cutters, steel knives, metal molds, steel wire (or plate carved into a template), through the imprinting plate to apply a certain pressure, the material rolled into the shape you need.
According to the difference between the die-cutting bottom plate and the cutting and cutting mechanism, the die-cutting machine can be divided into three types: flat pressing, round pressing and round pressing.
3. RFID antenna die cutting scheme
3.1 RFID antenna die cutting characteristics analysis
Mold requirements:
Although we use a self-adhesive structure to make our antenna, our face material is metal aluminum or copper. Metal is relatively easy to lose the die, for non-metallic materials, etching die can be generally cut 200,000 times, about 20,000 times for the metal must be repaired or discarded. Therefore, we choose a little better mold material can also be heat treatment of the blade to improve the hardness of the blade.
The RFID antenna pattern is more sophisticated and the spacing is relatively small. Generally, the line width is about 1mm.
Therefore, we choose to use high-precision etching tools or engraving molds, and generally choose single-peak cutting tool molds, which have a beveled surface facing outward, and no beveled surfaces facing inward. This ensures that the cut out line width is 1 mm and is straight. As shown below:

Fig. 4 Effect of unimodal die cutting
Die cutting material requirements:
It was mentioned earlier that the strength of the face material has a great influence on the waste discharge. The aluminum foil we use is generally about 18 μm. At this time, its strength is very weak, and it is basically broken by hand. Directly using a single layer of aluminum foil or copper foil as the surface material, the strength is obviously not enough. For this purpose, we added a reinforced layer on the back of the aluminum foil. Here we chose a 10 μm thick PET, as shown in Figure 3.
In order to save costs, we chose release paper as an antenna substrate. Viscose For the convenience of waste disposal and die cutting, we chose emulsion glue as our adhesive layer. The thickness of the adhesive layer is about 20 μm.
Waste Difficulty Analysis:
The RFID overclocking antenna pattern is sophisticated and complex, resulting in an extremely difficult die-cut process. This is also the difficulty in die-cutting the antenna. Specifically, there are the following characteristics:
There is a closed loop. In general, a dipole antenna has a T-type matching structure or an inductive coupling structure in order to adjust the impedance to be conjugate with the chip; these impedance matching structures are basically a closed ring. It is basically impossible to waste directly.
In order to adjust the real part of the antenna in the antenna structure, the T-shaped matching structure is only connected with the antenna radiation part in the middle part. There is a gap between the rest of the T-shaped structure and the antenna radiating portion. This gap is perpendicular to the bend line and the normal layout direction, and is generally not good for waste.
In order to miniaturize the dipole antenna, a bend line technique is generally used. The distance between the bend lines is generally about 1mm-2mm. The bending height is about 8mm. These slender bend lines are more difficult to drain. After adding the reinforcing layer, we found that the bend line gap at one end can be directly drained, and the bend line gap at the other end can not be drained.
Also for the sake of miniaturization, the antenna terminal sometimes has a folded structure, which is equivalent to a large half of a closed loop, which brings about a great difficulty for waste discharge.

Fig. 5 Several waste failure points of RFID UHF antenna
3.2 Viscose Die Cutting and Disposal Scheme
For the delicate and complicated RFID antenna situation, we proposed two die-cutting two-stage waste antenna manufacturing solutions. We divide the antenna into two parts: internal patterns and frame patterns. The frame pattern is a very regular pattern that can be directly discarded; while the interior is a more difficult pattern, we divide it into separate patterns that are glued to remove them. See below:

Figure 6 Die-cut waste drawing (black line is frame pattern, green line is internal pattern)
Adhesive waste rejection principle:
Adhesive waste discharge is mainly based on the relative size of the adhesive force to achieve the purpose of discharge. As shown in Figure 7, the purple part is the part to be drained. They are separate islands.
The part of the pattern to be retained is integrally connected. Adhesive tape is attached to the pattern to be discharged. When viscose is lifted over “islands”, because the area of “islands” is relatively small, the adhesive strength of the “island” part of the sticky tape team is greater than that of the “island” part and the release paper.” The "island" part was transferred to an adhesive tape. When the adhesive tape is to pass through the pattern to be retained, the area of the pattern to be retained is large, and the adhesive force of the adhesive tape to the “islands” portion is less than the adhesion of the portion of the pattern to retain the release paper, so it is to be retained The pattern continues on release paper. In this case, the separated “island” duty will be carried out by the adhesive tape, and the pattern layer to be retained will remain on the release paper, thus achieving the purpose of waste disposal.

Fig. 7 Schematic diagram of bond rejection
Discharge flow chart and pattern process change chart, the specific flow is shown in the figure below:

Taking the reference antenna provided by NXP as an example, FIG. 9 is a gradual change diagram of an antenna pattern in a die cutting process.

Fig. 9 Pattern change of the reference antenna discharge process provided by the NXP
Specific implementation process:
According to the adhesive waste disposal program, we chose two 300 mm flat cutters. Two laminators, one laminator and one peeler.
The gluing is responsible for sticking the tape to the aluminum foil on the sticker, and the peeling machine is responsible for recovering the sticky tape. Due to the silicone oil release from the paper, the adhesive force of the aluminum foil to the release paper is very small (even if the weight is too high), and the adhesive strength of the general tape can reach more than 100g, so the adhesive force is generally no problem. The width of the adhesive tape is generally narrower than the width of the largest scrap.
According to the above-mentioned process, we created two patterns for the antenna pattern according to the inner and outer frames. In order to increase the yield rate, we made three rows of patterns on a pair of molds. See the figure below:


Figure 10 (a) Internal pattern die-cutting die; (b) Frame die-cutting die
Die cutting process physical map:

3.3 Die-cut antenna and etched antenna performance comparison
(1) Edge trimming: Since the die-cut antenna is mechanically cut, its edge is very flat. In the antenna manufactured by the etching method, the edges are uneven due to the chemical corrosion of the side etching. See the specific figure below:

(2) Production speed: The speed of the die-cutter is 3 times per second. Assuming that the die has 3 patterns and the machine works 1 2 hours a day, then we can produce 400,000 pieces of antenna per day, which is not only much higher than the etching The speed of law is faster than printing.
(3) Fine pattern: The accuracy of the etching method can be 0.2 mm, which is suitable for flip chip mounting directly on the antenna. The precision of the die cutting method is approximately 0.5 mm, so the antenna must be completed by module transfer. Interconnection with the chip.
(4) Pattern determinacy: The etching antenna pattern is firmly adhered to the PET substrate, and the antenna formed by the die cutting method is not fixed due to the silicon oil on the release paper, and is easily slid to cause pattern distortion. This requires as little human intervention as possible during the production process.
Email ke pemasok ini
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.